+86-573-83996043

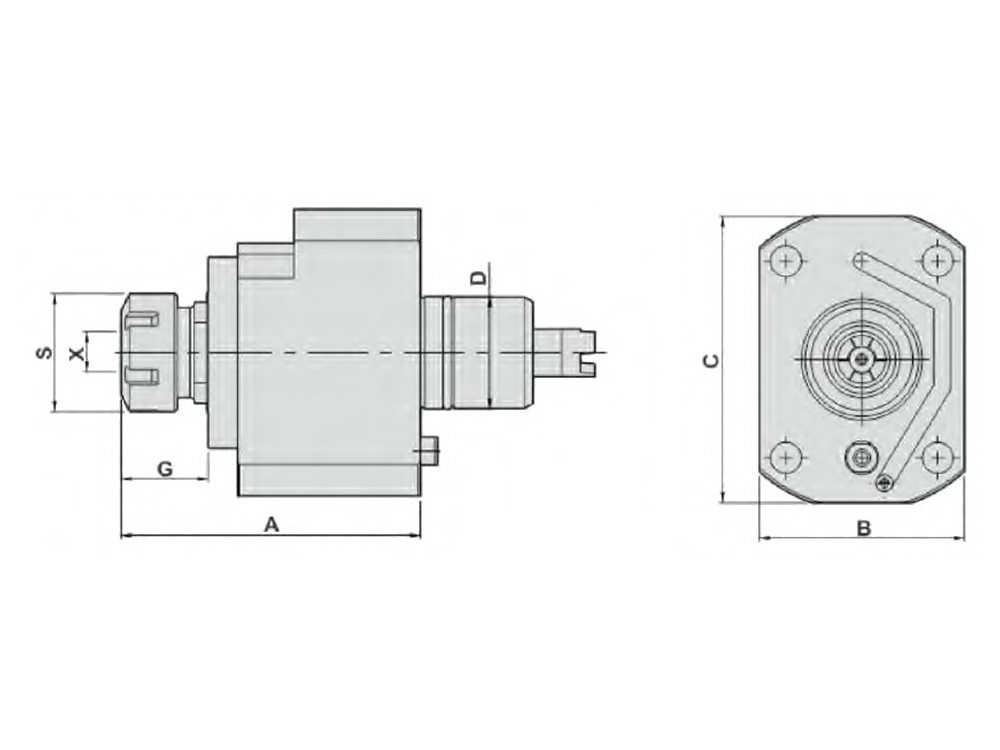
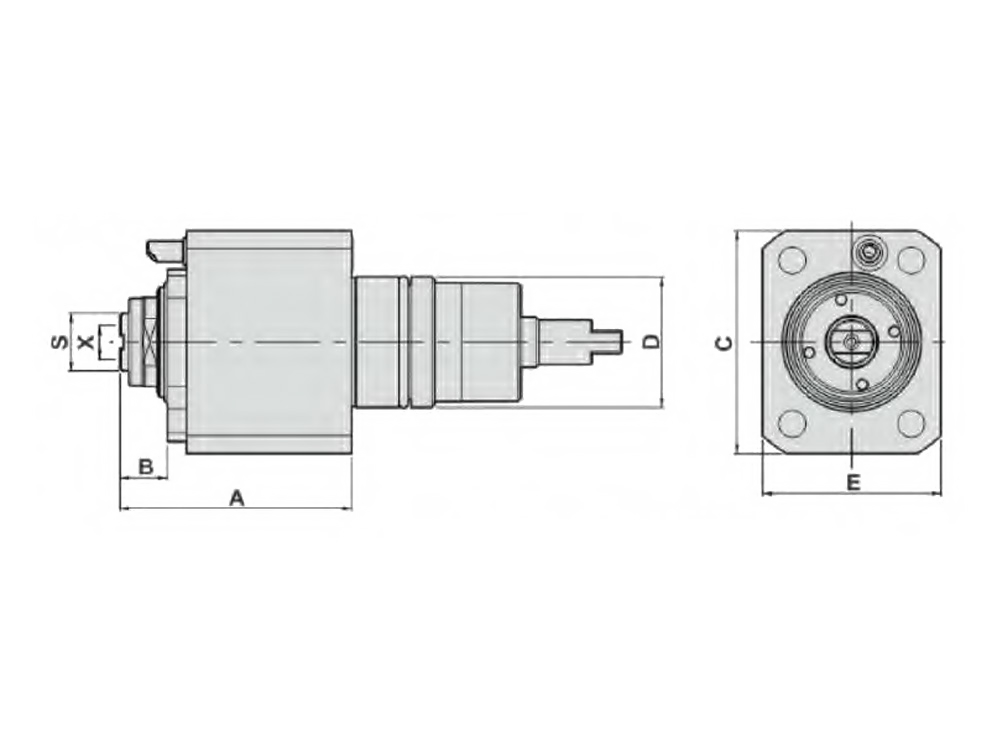
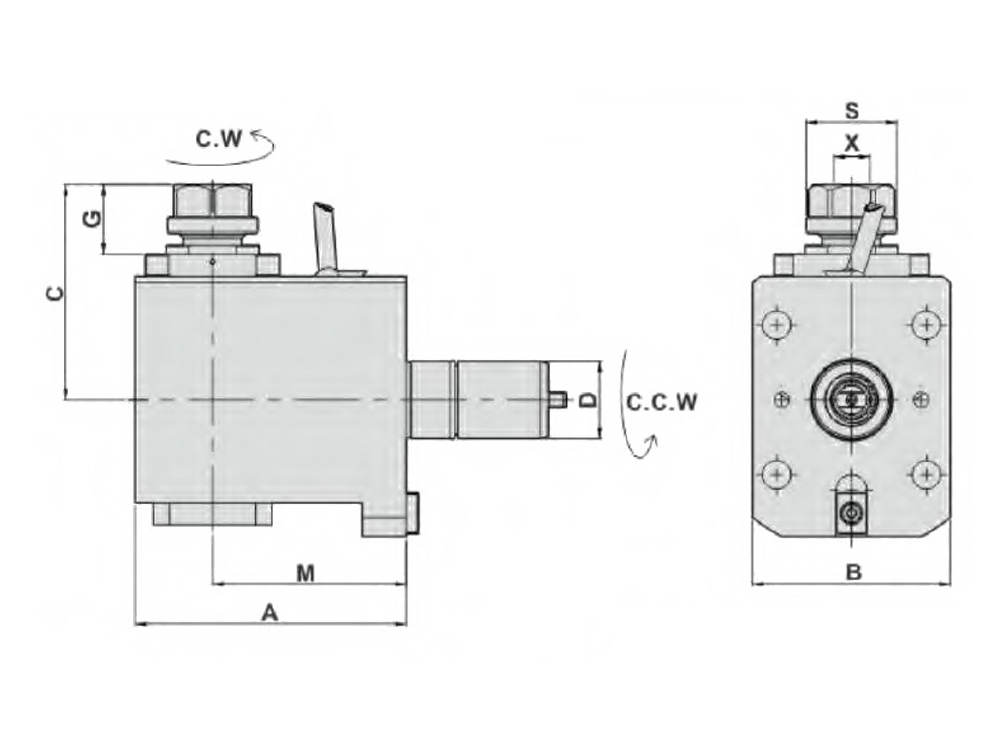
Les porte-outils entraînés sont des dispositifs de serrage motorisé montés sur des tourelles de tour CNC qui transmettent la force de rotation de l’arbre d’entraînement de la machine vers des outils de coupe tels que les perceuses, fraises et robinets. Contrairement aux supports statiques conventionnels, les porte-outils entraînés permettent d’effectuer des opérations rotatives d’outil — fraisage, perçage, filetage — sur un tour CNC sans transférer la pièce à un centre d’usinage séparé. Cette capacité mono-installation est la base du tournage multitâche moderne.
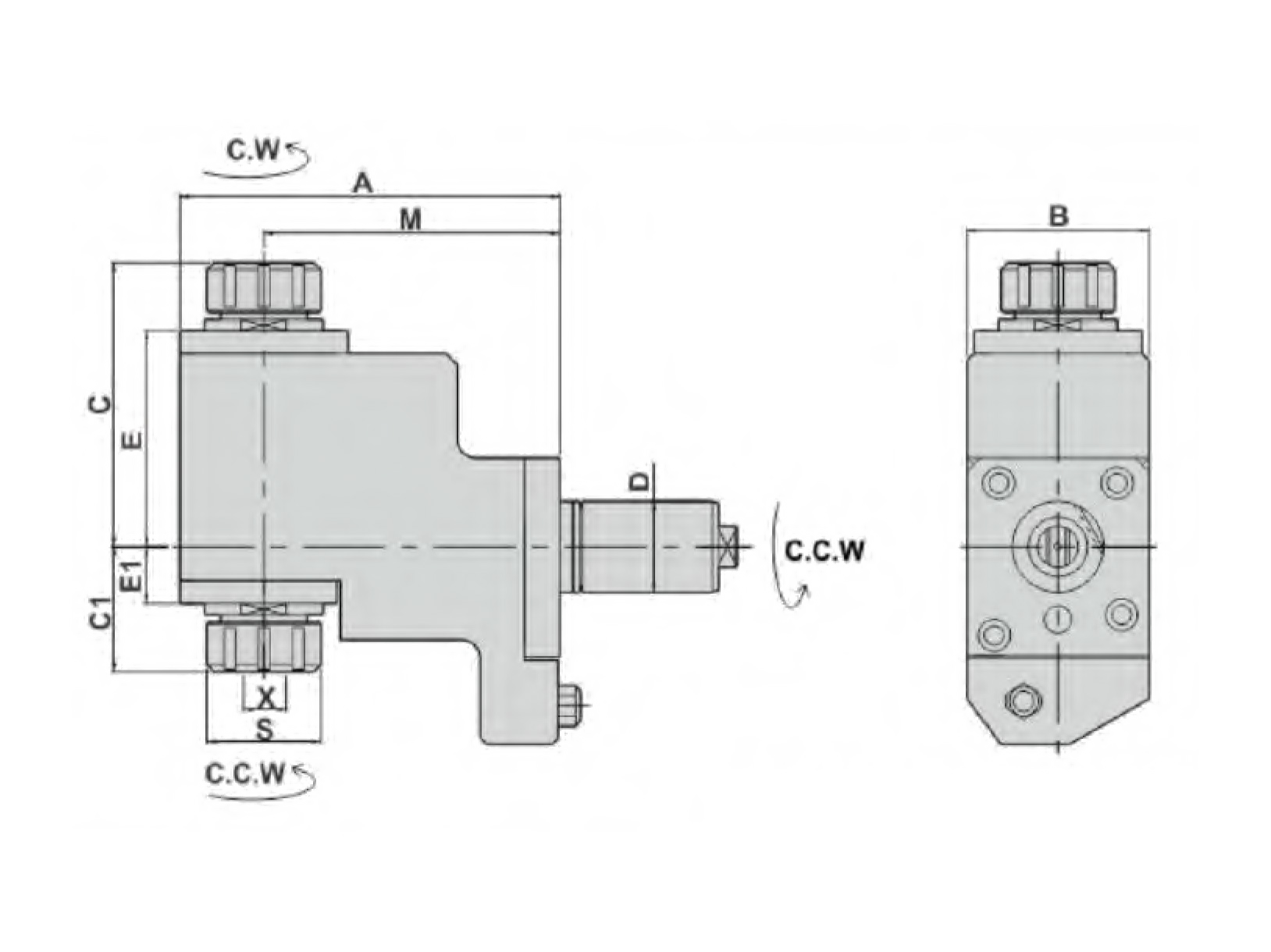
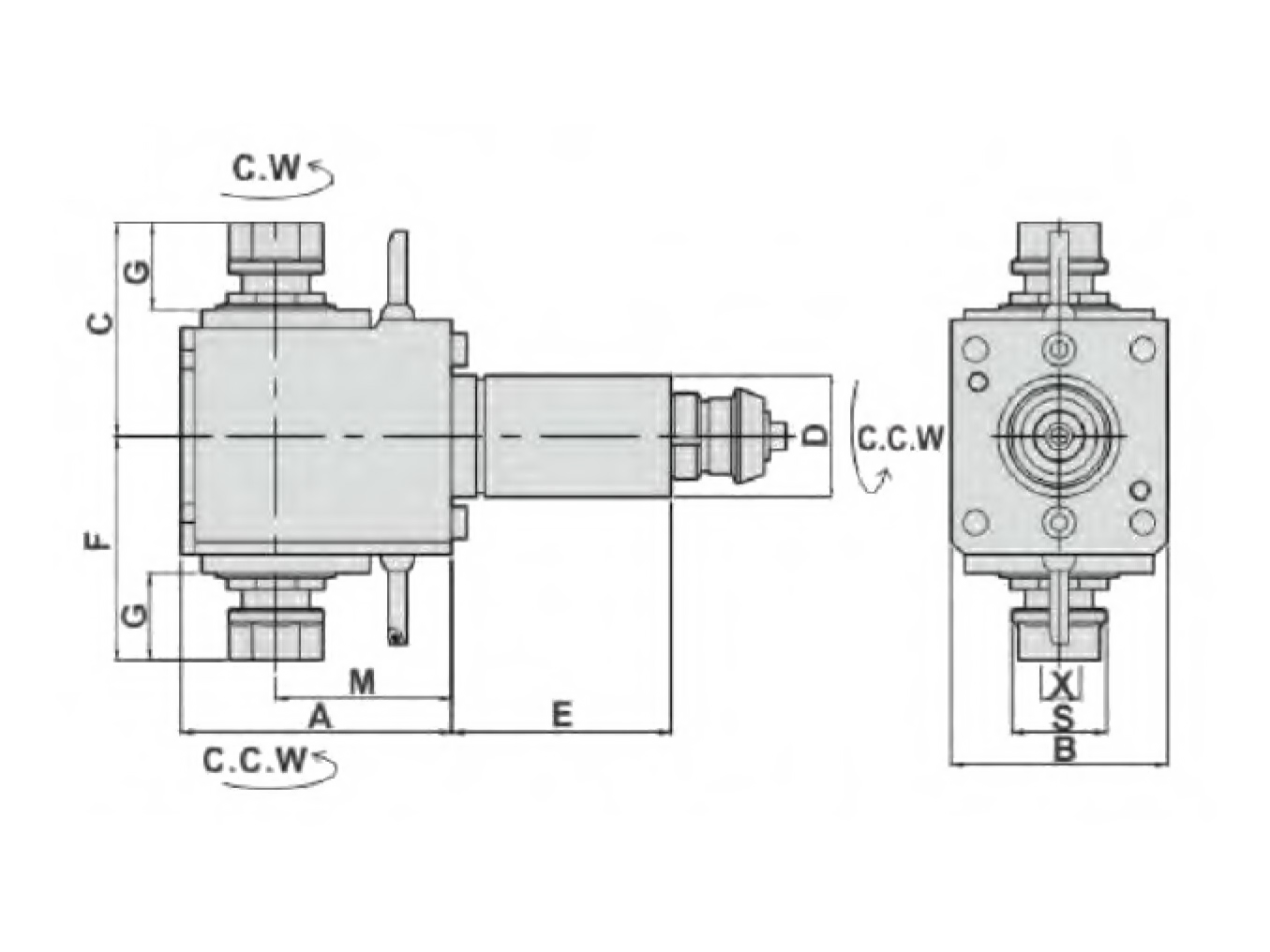
La chaîne d’entraînement interne d’un porte-outil entraîné se compose généralement d’un ensemble d’engrenages coniques ou d’engranages, d’une broche de précision et de billes de contact angulaires. Le couple entre à l’interface du train arrière, passe par un ou plusieurs étages de réduction de vitesse, et est délivré à la broche de l’outil à vitesse et couple contrôlés. Les supports entraînés haute performance sont évalués jusqu’à 12 000 tr/min avec des couples de sortie de 10 Nm à 200 Nm, couvrant tout le spectre, de la finition légère à haute vitesse à l’usinage lourd à basse vitesse.
Le runout radial est l’indicateur de précision principal d’un porte-outil entraîné. Les supports de qualité premium maintiennent un déroulement de la broche à ≤ 0,005 mm, un niveau suffisant pour la tolérance de l’alésage de qualité IT6 — répondant aux exigences de la fabrication automobile, médicale et électronique de précision. La gestion de la précharge de roulement est un facteur clé derrière cette spécification : une précharge inadéquate permet la dérive de la broche sous les forces de coupe ; Une précharge excessive provoque une accumulation thermique et une défaillance prématurée des roulements. Les piles de cales contrôlées par le fabricant et les assemblages de précharge filetés, vérifiés par des tests d’équilibre dynamique, sont la méthode standard pour atteindre cette précision.
BMT signifie Bolt Mount Turret — une norme d’interface de montage dans laquelle une face circulaire de bride sur le porte-outil est fixée directement à la plaque de la tourelle par des boulons. Cela diffère fondamentalement des précédentsNorme VDI (Verein Deutscher Ingenieure), qui utilise un mécanisme de verrouillage en bloc en coin qui s’engage dans une fente en T sur la tourelle. La conception à face de bride BMT offre une surface de contact bien plus grande, ce qui donne une rigidité statique de 1,5 à 2 fois supérieure à celle d’une interface VDI — un avantage significatif pour la coupe fortement interrompue et le forage en trous profonds.
Outils en cours BMTfait référence spécifiquement à la combinaison de l’interface de tourelle BMT avec la fonctionnalité de porte-outil entraîné. La désignation « active » distingue les porte-flammes tournantes motorisées des supports statiques (fixes) utilisés pour le tournage et le sillage. Dans un système d’outillage en fonctionnement BMT, la tourelle de la machine contient un système d’entraînement intégré ; Lorsque la tourelle s’indexe vers une station active entraînée, l’arbre d’entraînement interne s’accorde avec l’engrenage d’entrée du porte-outil et transmet le couple à l’outil de coupe en temps réel.
Les avantages structurels de la norme BMT sont les plus évidents dans les applications à haute rigidité. Les porte-outils BMT atteignent une répétabilité positionnelle de ≤ 0,005 mm, contre ≤ 0,008 à 0,015 mm pour les interfaces VDI. Pour les applications nécessitant plusieurs opérations à face — perçage et fraisage sur la même pièce — cette différence de répétabilité correspond à la marge entre les résultats dimensionnels acceptables et non conformes. La BMT est devenue la norme dominante sur les tours CNC japonais et coréens, incluant les plateformes de Mazak, Mori Seiki, Okuma, Citizen et Star.
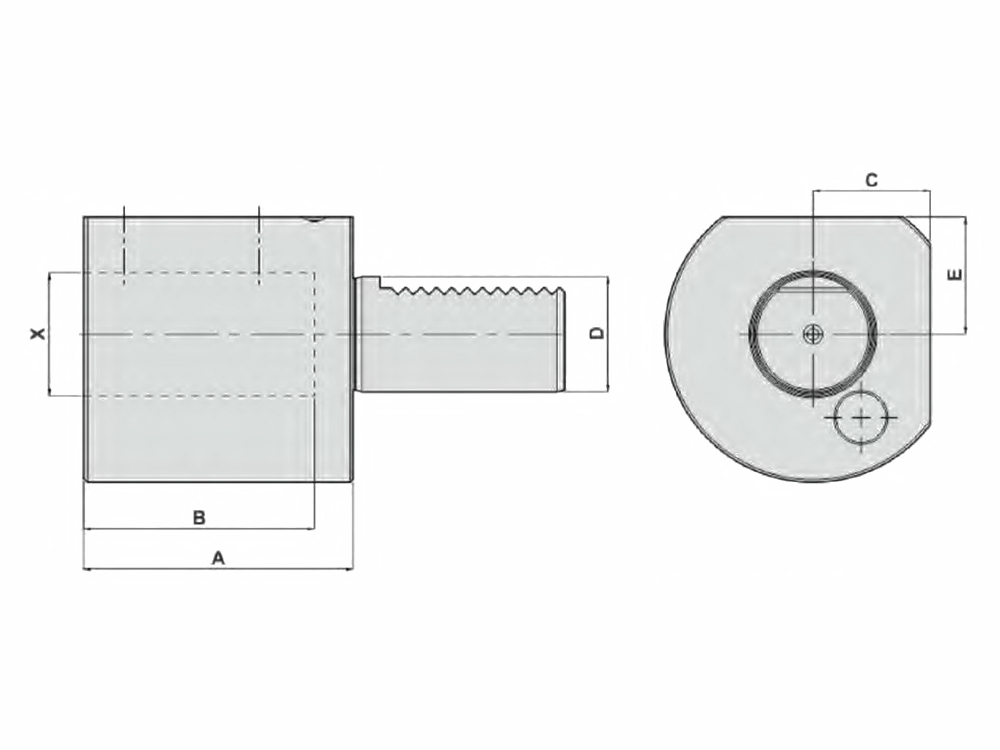
Des porte-outils statiques (fixes) fixent des outils de tournage conventionnels, des barres d’alésage et des inserts de rainures sur la tourelle. Bien qu’ils ne réalisent pas eux-mêmes de rotations, leurs exigences d’ingénierie sont importantes. Sous de fortes forces de coupe et des vibrations à haute fréquence, un support statique doit maintenir une stabilité positionnelle submicronique sur des milliers de cycles de coupe.
Quatre éléments d’ingénierie définissent la qualité des supports statiques. Première
Un aspect techniquement critique des outillages BMT, souvent sous-estimé dans les achats, est la compatibilité spécifique à la machine. Les marques de tours CNC diffèrent par la vitesse de l’arbre d’entraînement de la tourelle, les dimensions du motif des trous de boulonnage, le module d’engrenage d’entraînement et l’emplacement du port du liquide de refroidissement. Un porte-outil conçu pour une tourelle Mazak ne peut pas être utilisé sur une tourelle Okuma sans réingénierie — un échange direct entraînerait une mauvaise vitesse de l’outil, des conduits de refroidissement mal alignés ou un ajustement incorrect.
Jiaxing XiRay Industrial Technology Co., Ltd fournit des solutions complètes adaptées à la plateforme pour toutes les grandes marques de machines, y comprisOutils du système Mazak,Outils système Mori Seiki,Outils du système Okuma,Outils système Amada Wasino,Outils du système Miyano,Outils du système Nakamura Tome,Outils du système citoyen,Outils du système stellaire,Outils système Muratec,Outils du système Takamaz,Outils du système TakisawaetOutils du système BMT de la série coréenne. Chaque solution est rétro-conçue selon les spécifications OEM de tourelle et validée à l’aide de dispositifs dédiés pour obtenir des ajustements sans jeu à cheval.
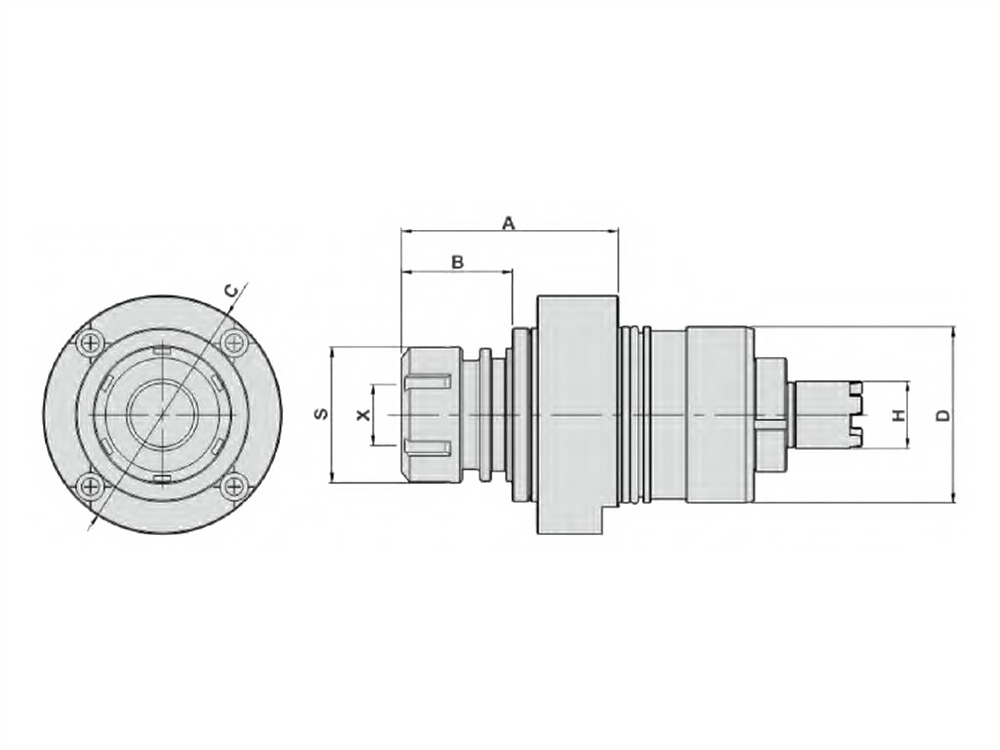
Les plateformes coulissantes de tête comme Citizen et Star nécessitent une attention de conception supplémentaire en raison de la relation axiale non standard entre la broche et la tourelle. LeSystème de mandrin à ressort ERest une solution de serrage complémentaire pour ces plateformes, améliorant le déroulement des outils de petit diamètre lorsqu’elle est utilisée en combinaison avec des supports à moteur moteur BMT.
Le liquide de refroidissement traversant l’outil délivre le fluide de coupe par des canaux internes scellés directement jusqu’au bord de coupe, plutôt que de dépendre de buses de pulvérisation externes. Dans les applications de forage en trous profonds où la profondeur du trou dépasse trois fois le diamètre du forage, le liquide de refroidissement externe ne peut pas atteindre de manière fiable la zone de coupe — le regroupement de copeaux et la surcharge thermique deviennent les facteurs limitants de la durée de vie de l’outil.
Les canaux internes de refroidissement traversant dans des supports de haute qualité entraînés par BMT supportent des pressions de 1 à 8 MPa via un joint rotatif scellé. Les résultats mesurés lors du forage en profondeur en acier allié à haute température montrent une réduction de la température de la zone de coupe de 40 à 60 %, une prolongation de la durée de vie de l’outil d’environ deux à trois fois, et une amélioration de la rugosité de surface de l’alésage de Ra 1,6 μm à une limite de Ra 0,8 μm sous des paramètres de coupe équivalents. Les matériaux d’étanchéité évalués pour un fonctionnement continu de –20°C à 150°C garantissent la compatibilité avec les environnements de production automatisés fonctionnant 24h/24 et 7j/7.
Fabrication automobileCela nécessite le perçage, le fraisage de façade et le taraudage sur plusieurs faces de la pièce en un seul cycle de serrage. Les boîtiers de transmission, disques de frein et articulations de direction traités sur les outils BMT live éliminent l’accumulation d’erreurs de position lors des transferts multi-machines, répondant ainsi aux exigences strictes de cohérence dimensionnelle des fournisseurs automobiles.
Fabrication de dispositifs médicauxFonctionne avec des alliages de titane et des alliages cobalt-chrome — des matériaux à faible conductivité thermique et à forte tendance à l’étriment, difficiles à usiner. Les supports entraînés par BMT avec des canaux de refroidissement traversants et des fraises en carbure permettent d’obtenir des finitions de surface de Ra ≤ 0,4 μm sur les implants orthopédiques et les composants d’instruments chirurgicaux tout en maintenant une durée de vie régulière de l’outil.
Fabrication de produits électroniquesnécessite des alésages et des boîtiers de connecteurs sans meules avec des bandes de tolérance d’une portée de ±0,003 mm afin de répondre aux exigences d’assemblage des connecteurs haute densité et des modules dissipateurs. Des porte-outils statiques associés à des barres d’alésage de précision offrent ce niveau de précision sur les tours de tourelle BMT.
Traitement de précision des piècesdans les composants hydrauliques, les boîtiers d’instrumentation et les supports aérospatiaux bénéficient de la capacité multi-opérations des outils fonctionnels BMT — réduisant le déplacement des pièces entre les machines et le risque de manipulation associé pour les composants de grande valeur.
Le choix entre les systèmes d’outillages BMT et VDI est finalement déterminé par la plateforme de la machine, les besoins de coupe et les exigences de fréquence de changement d’outil.
Le BMT offre une rigidité statique plus élevée, une meilleure répétabilité positionnelle (≤ 0,005 mm contre ≤ 0,008 à 0,015 mm pour le VDI), et est mieux adapté aux outillages à fort couple et aux coupes fortement interrompues. Les changements d’outil nécessitent un couple de culasse et sont plus lents que le VDI. La BMT prédomine sur les plateformes de tour CNC japonaises et coréennes.
Porte-outils VDIutilisent un système de verrouillage en T à bloc en coin qui permet des changements manuels d’outils plus rapides sans outils, ce qui les rend bien adaptés aux cellules de fabrication flexibles avec des changements fréquents de courte durée. La VDI est prédominante sur les tours CNC européens. Pour les opérations principalement tournées et creusées avec des outils sous tension occasionnelle à des charges de coupe modérées, le VDI reste un choix pratique et économique.
Les deux standards sont disponibles dans l’ensemble des gammes de produits de XiRay Tools, permettant une sélection basée sur le type de machine et les exigences du procédé plutôt que sur les limites de la gamme de produits.
Le choix du bon porte-outil piloté ou statique pour le BMT nécessite une évaluation systématique des paramètres suivants :
Le modèle de machine et les spécifications du mécanisme de la tourelle déterminent la plateforme de support requise et le rapport de dégranage interne. La norme d’interface d’outil (ER, BT, HSK, conic de Morse) doit correspondre aux outils de coupe utilisés. La plage de vitesse et de couple requise doit rester dans l’enveloppe de fonctionnement nominale du détenteur. L’exigence de liquide de refroidissement traversant dépend du rapport profondeur/diamètre du trou et du matériau de la pièce — le titane, l’acier inoxydable et les alliages résistants à la chaleur bénéficient presque toujours d’un liquide de refroidissement traversant. Le type de système de serrage (collet ER, hydraulique, ajustement rétractable) influence le runout, la vitesse de changement et la force de serrage. La compatibilité des intervalles de maintenance avec les plannings de travail doit être confirmée avant l’acquisition.
Pour des applications complexes combinant tournage, perçage, taraudage et fraisage à fentes sur un seul tour CNC, les supports BMT entraînés sous tension avec des conduits de refroidissement traversant sont la recommandation principale. Pour les opérations de rotation et de rainures pures, un support statique BMT de précision avec un serrage bien contrôlé par le couple est suffisant et plus économique.
Un entretien adéquat régit directement la durée de vie des porte-outils et la précision soutenue. Un nettoyage quotidien pour éliminer les copeaux et contaminants de la bride de fixation et des ports de liquide de refroidissement évite la corrosion et la dégradation du runout induite par la contamination. La vérification hebdomadaire de l’épuisement avec un indicateur à cadran ne confirme aucune dégradation au-delà de la spécification ≤ 0,005 mm. Le réapprovisionnement mensuel de graisse de roulement dans des supports entraînés — en utilisant le type et la quantité spécifiés par le fabricant — évite la manque de lubrification sous une utilisation continue à grande vitesse. Une inspection trimestrielle du dégagement du maillage d’engrenages détecte l’usure avant qu’elle ne se propage à des dommages au dégât. Le démontage complet, le nettoyage et l’évaluation annuelle de l’état des roulements déterminent si un remplacement est nécessaire sur la base des données de vibration et de l’inspection visuelle.
La qualité de l’installation est tout aussi importante. La face de la tourelle et la bride du support doivent être nettoyées de tous les éclats et contaminants avant le montage. La graisse anticorrosion appliquée sur la face de la bride doit être une couche fine et uniforme — un excès de graisse fait que le support se déplace sous le couple du boulon. Les boulons doivent être serrés en deux passages croisés selon la spécification finale (généralement de 25 à 80 Nm selon la taille du support). La vérification de la fin de l’équipement après installation avec un indicateur à cadran confirme la conformité avant le début de l’usinage.




























